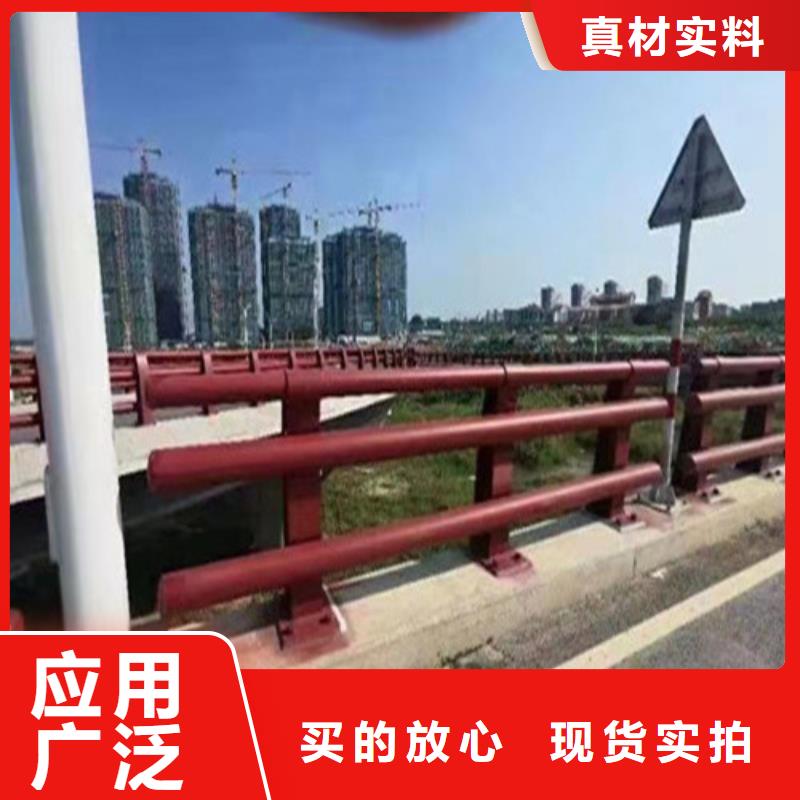
生命安全防护栏-可寄样品
发布时间:2024-06-13 13:25:37 浏览次数:1
以下是:生命安全防护栏-可寄样品的产品参数
| 产品参数 |
|---|
| 产品价格 | 20/件 |
|---|
| 发货期限 | 1-7 |
|---|
| 供货总量 | 50986 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
以下是:生命安全防护栏-可寄样品的图文视频
导读 生命安全防护栏-可寄样品,山西省长治市广顺交通设施有限公司专业从事生命安全防护栏-可寄样品,联系人:黄春妙,电话:17362282589、17362282589,QQ:595580584,发货地:聊城工业园发货到长治,以下是生命安全防护栏-可寄样品的详细页面。 山西省,长治市 长治市,山西省辖地级市,省域副中心城市,古称上党、潞州、潞安等,地处晋东南,晋冀豫三省交界,位于上党盆地中,东倚太行山,与河北、河南两省为邻,西屏太岳山,与临汾市接壤,南部与晋城市毗邻,北部与晋中市交界,暖温带半湿润大陆性季风气候显著。截至2022年10月,全市辖4个区、8个县,面积13955平方千米。截至2022年底,全市总人口为314.2万人。
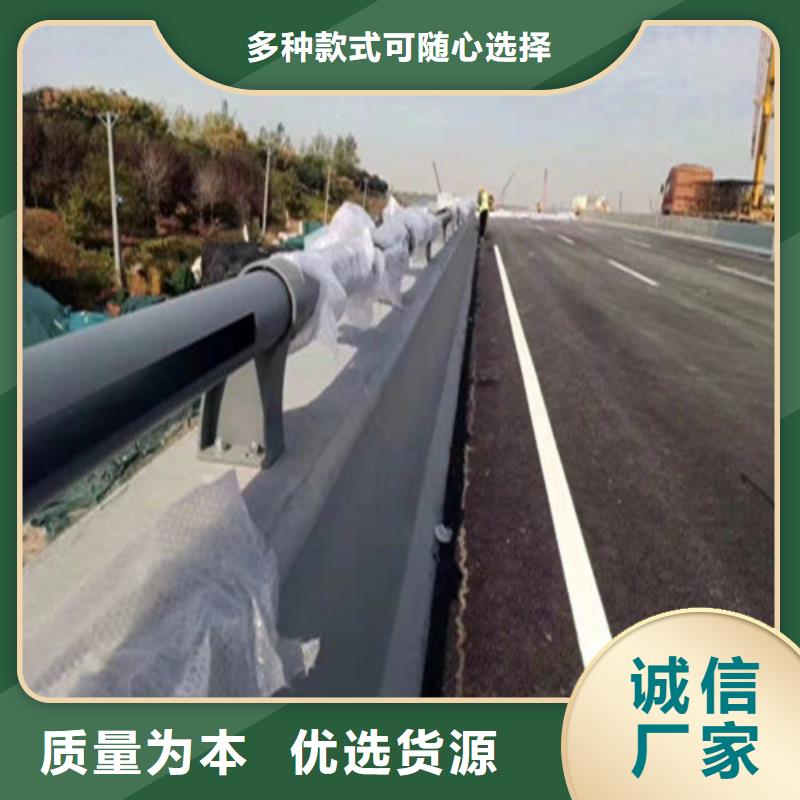
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



<长治>广顺交通设施有限公司拥有一支技术过硬,作风优良的生产销售长治波形护栏板,标志牌,乡村安保工程,生命安防工程团队! 公司的发展战略目标:实事求是、脚踏实地、开拓创新、诚信服务于国内外客户、发展具有特色的长治波形护栏板,标志牌,乡村安保工程,生命安防工程行业共赢之路! 为了更好地迎接未来的机遇与挑战,公司诚邀有志之士加盟,在公司发展壮大的过程中,体现人生价值,实现个人梦想。


总结 在山西省长治市采购生命安全防护栏-可寄样品请认准山西省长治市广顺交通设施有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:黄春妙-17362282589,QQ:595580584,地址:工业园)。