



更新时间:2026-07-04 20:06:32 ip归属地:鹤壁,天气:晴,温度:23-38 浏览次数:1 公司名称: 建贸机械钢筋切断加工设备(鹤壁市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |
| 范围 | 数控钢筋锯切镦粗套丝打磨生产线公司供应范围覆盖河南省、郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 山城区、淇滨区、浚县、淇县等区域。 |


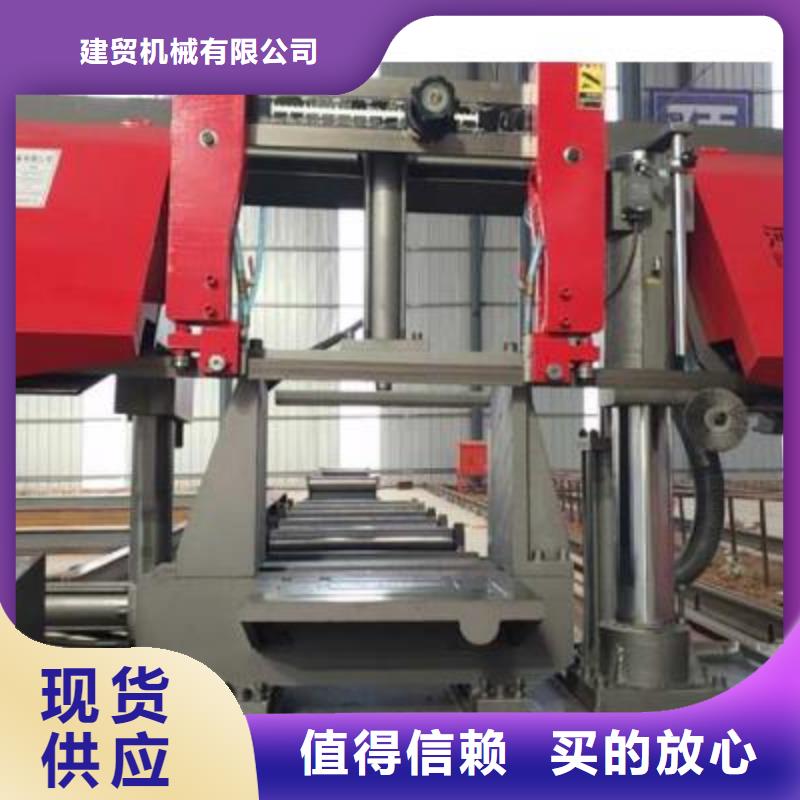


不伤工件外表。金属圆锯机又名切管机,而一般的金属圆锯机(切管机),望文生义,能够通切一些常见的金属:铜、铁、铝、不锈钢等。带锯机主要由床身、锯轮、上锯轮升降和仰俯设备、带锯条张紧设备、锯条导向设备、工作台、导向板等组成。带锯床床身由铸铁或钢板焊接制成。锯轮分有幅条式的上锯轮和幅板式的下锯轮;下锯轮为主动轮,上锯轮为从动轮,上锯轮的分量应比下锯轻2.5~5倍。锯床锯切的精度禁绝确是啥原因?a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。

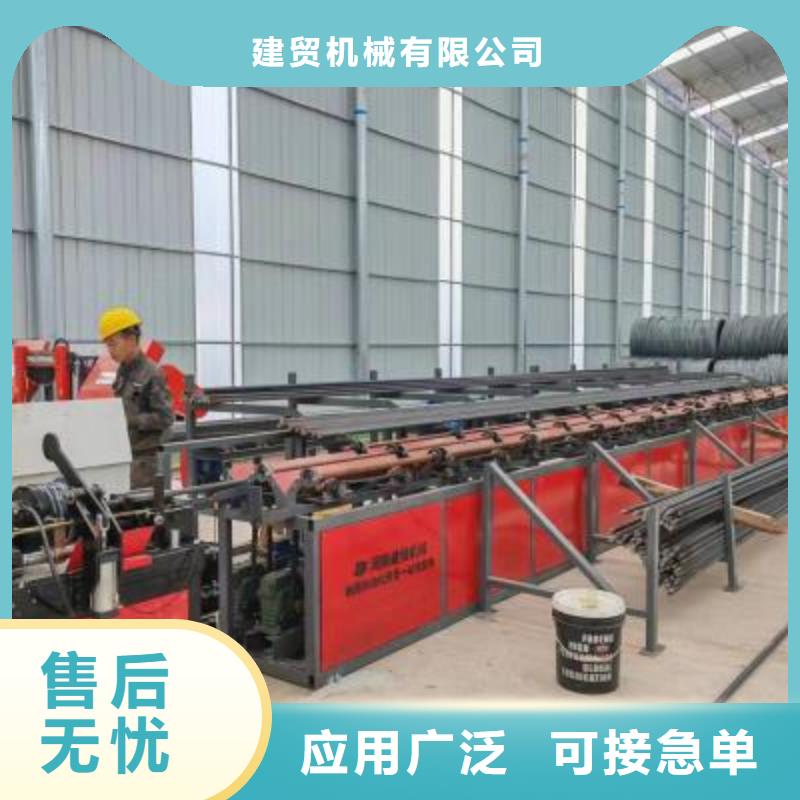
鹤壁DLH-450型锯切套丝生产线主要由备料架(1)、锯前输送轨道(2)、锯切主机(3)、锯后输送卸料轨道(4)、一号送料平台(5)、一号送料辊道(6)、二号送料平台(7)、二号送料平台送料辊道(8)、一号套丝机(9)、二号套丝机(10)、套丝成品储料槽(11)、锯切余料储料槽(12)、电控柜、操作柜十四部分组成。设备采用数字化控制,响应速度快,具有结构简单、易操作、效率高、功能强、维护方便的特点。(如需钢筋打磨机可定制)钢筋锯切套丝效果图墩粗打磨自动套丝生产线详细技术参数钢筋传送速度90m/min平均耗电量6kw/h料仓级数4*2镦粗机直径范围16-32mm的钢筋镦粗后钢筋直径比母材增大5mm镦粗力3000KNM打磨机直径范围12-50mm的钢筋铣刀电机转数1440转/分钟端头平整精度±0.3mm套丝直径范围12-40mm的钢筋套丝长度100mm锯切套丝打磨墩粗生产线占地面积29m*8.5m*2m
鹤壁钢筋剪切生产线优势:1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3、 采用液压剪切方式,体积小、剪切力大、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,剪切时,钢筋不会转动,钢筋切头均匀。4、动刀片采用斜刀口设计,剪切能力大大提高;5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。6、PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能;

打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
高性能蜗轮减速机性能,动力强劲、可靠性高,精密平衡校正,减低噪音、减少震动
独特的液压系统设计,下降速度平稳,此精密系统可防止锯条非正常破坏,达到理想锯切效果。
可选配压紧装置,实现成束锯切可选配锯带液压张紧,切削速度变频控制.
● 本机床是一款锯片“由下往上”锯切的金属圆锯机,台面可自动旋转0-180度,方便工件的90度直切与任何角度的斜切。
● 液压锯头进给,进给速度可根据指示随意调整。核心部分欧洲原装进口。
(1) 本机床采用台湾技术制造,可锯切各种黑色金属和有色金属。
(2)双立柱结构 保证导向精度锯削稳定可靠.
(3)液压夹紧方便夹持物料,适合模具材料切割。
(4)锯床传动机构精密平衡校正,减少振动确保锯带不易断齿、拉齿。
(5)电器全部采用正泰电器。
