
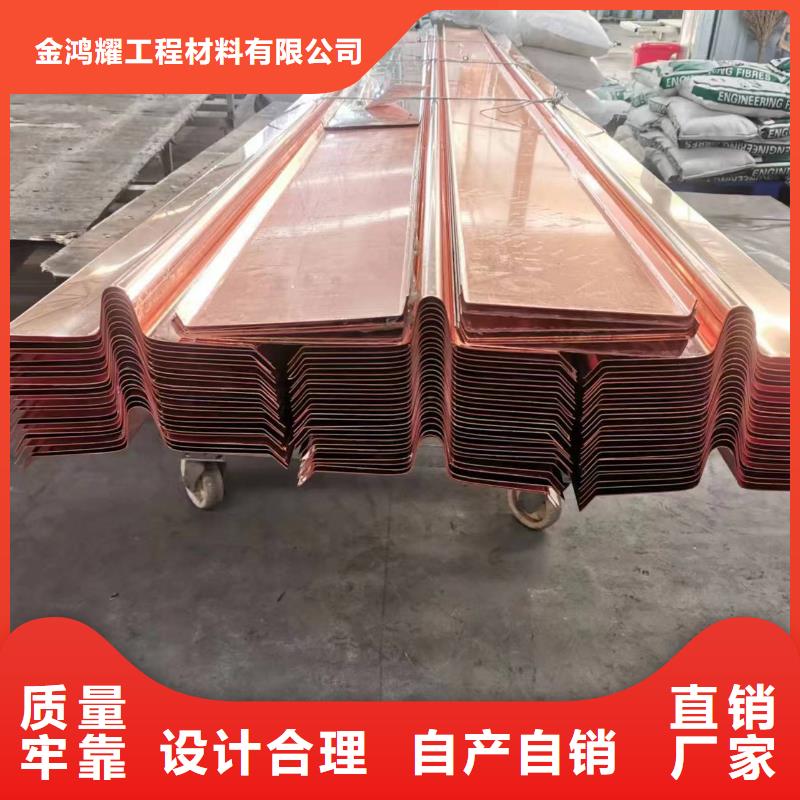





嘉兴铜片止水团队
在铜片止水(其他金属止水材料,嘉兴止水铜片如钢板止水带、不锈钢止水带等)的加工成型过程中,加工硬化和加工残余应力是使铜片止水破坏的重要原因,特别是形状结构较复杂的部件,如铜止水接头的T型接头、十字型接头,更容易使铜片破坏。制定加工工艺时,可采取分级模压、加温的方法减小加工硬化和加工残余应力的影响, 必要时可退火消除残余应力。但接头连接的方法不推荐采用黏结剂接头,因为其黏结强度低,耐老化性能差,随时间容易变硬、变脆。采用硫化、焊接方法时,止水带的接头质量与硫化、焊接工具、模具、焊接工艺等因素有关。
目前工程中一般采用T2M态(软态)铜材轧制为铜止水片。与硬态铜相比,软态铜具有较大的延伸率,适应接缝变形能力好。同时,在长兴加工时不宜发生破坏。DL/T5115中曾规定铜片的伸长率不小于20%,而GB/T2059规定铜片的延伸率不小于30%。在实际的应用过程中,尽量使止水铜片的延伸率满足30%的要求。
在铜止水片上复合密封止水材料可以提高抗绕渗能力。根据实验结果,当无接缝位移时,在混凝土中埋入深度为20cm的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm、厚度为3mm的GB塑性止水材料,当铜片止水与混凝土之间发生1.0cm的相对错动时,在2.5MPa在水压力作用下仍然没有发生绕渗。GB复合型止水铜带可以减少绕渗
嘉兴铜片止水团队
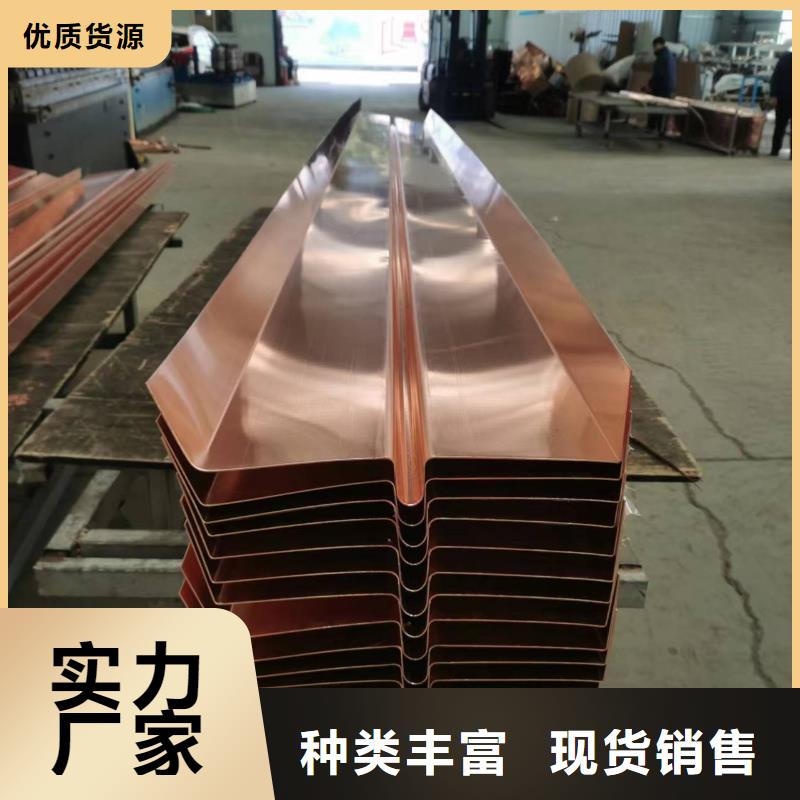
止水铜片按设计形状、尺寸,嘉兴止水铜片采用专门成型机,将99.9%的工业优质纯铜根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目(同时需要考虑物流运输的便利)。挤压加工成型的紫铜止水长度大,容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,在现场根据实际需要进行加工和连接。
铜片止水的连接方式,根据连接对象不同,连接方式也存在差异。在施工现场,主要的连接分为止水铜片与止水铜片的连接,以及止水铜片与橡胶止水带的连接。止水铜片的连接方式采用搭接焊接,焊接时采用紫铜焊条气焊,双面焊接。气焊应预热,预热温度约为400℃~500℃,气焊时,使用硼酸盐、卤化物或二者的混合物作为焊剂,焰心离开工作表面的距离应保持在2mm~4mm焊后沿焊缝两侧100mm范围内进行热锤击。水平止水之间连接时,搭接长度大于20mm,水平紫铜片与垂直紫铜片连接时,搭接长度大于70mm。焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷,保证紫铜止水片不漏水。
止水铜片与橡胶止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70mm,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。
嘉兴铜片止水团队
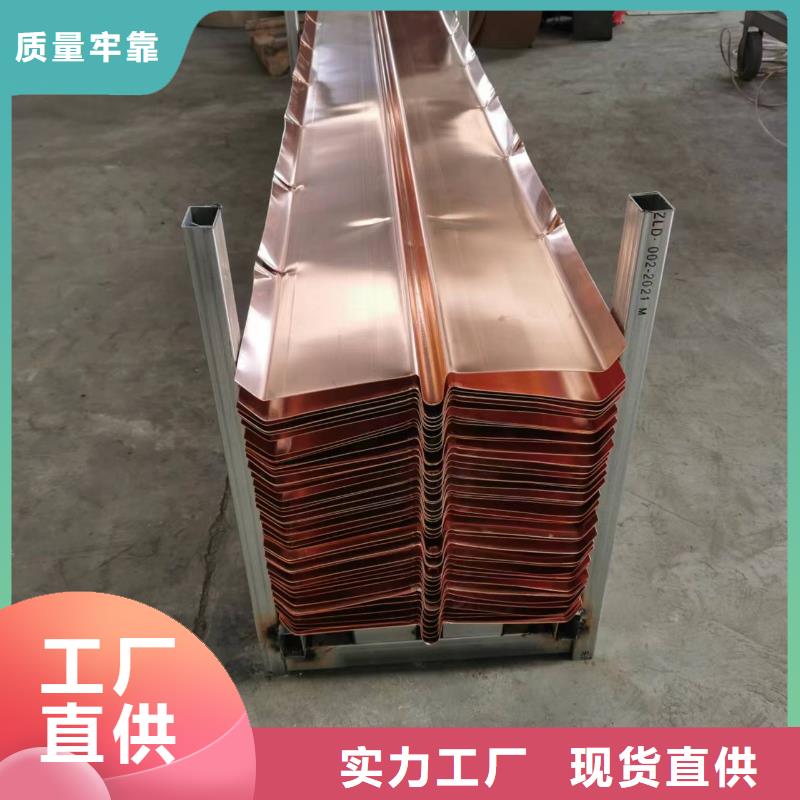
紫铜止水是采用99.9%的优质纯铜工艺加工成型而来,嘉兴止水铜片是目前应用广泛的止水材料。止水铜片是水工建筑物中防止结构缝漏水的一种措施,属于金属止水材料,而橡胶止水是以天然橡胶为原料,与多种合成橡胶,掺加各种助剂及填充料,经过塑炼、混炼、压制成型的一种防渗水材料,所以采用止水铜片的价格较橡胶止水的高。
同为防渗水材料,除了价格高低之外,两者之间 的差别就是应用领域不同。由于铜能与空气中的氧气反应,生成氧化物,因此具有耐腐蚀性强的特点,所以大型的水利水电工程,地下厂房,发电站,水库,水电站等都采用紫铜止水。而橡胶止水多应用于蓄水池、游泳池以及屋面建筑物等。
在目前的水利水电工程中,几乎都是选用铜止水作为防渗水的材料。那么为何大家都选择紫铜止水,而不选用其他的止水材料呢,因为铜止水片是水利水电工程中防渗水、止水效果 的金属(铜)止水材料。
紫铜止水片是因其原料的铜含量大于等于99.90%而得名,具有抗拉强度高,抗侵蚀能力强,韧性好,能承受较大变形等特点,并且外观轮廓清晰,加工生产无裂纹、压折、凹坑等特有的优势,应用到水利工程中,止水效果良好且止水时间长,中途不会出现渗水漏水或断裂的情况。
而橡胶止水,由于主要材料为塑胶,由于易老化变形,影响止水效果,因此水工建筑中应用较少。同时,虽然橡胶止水的延展性较强,但超出受力范围,止水带将会断裂。与止水铜片相比,止水效果不够持久,且不能起到抗拉防震的效果。当温度超过70℃以及橡胶止水带受强烈的氧化作用或受油类等有机溶剂侵蚀时,均不得使用橡胶止水带。一般常在地下室外墙和后浇带施工时使用。
嘉兴铜片止水团队
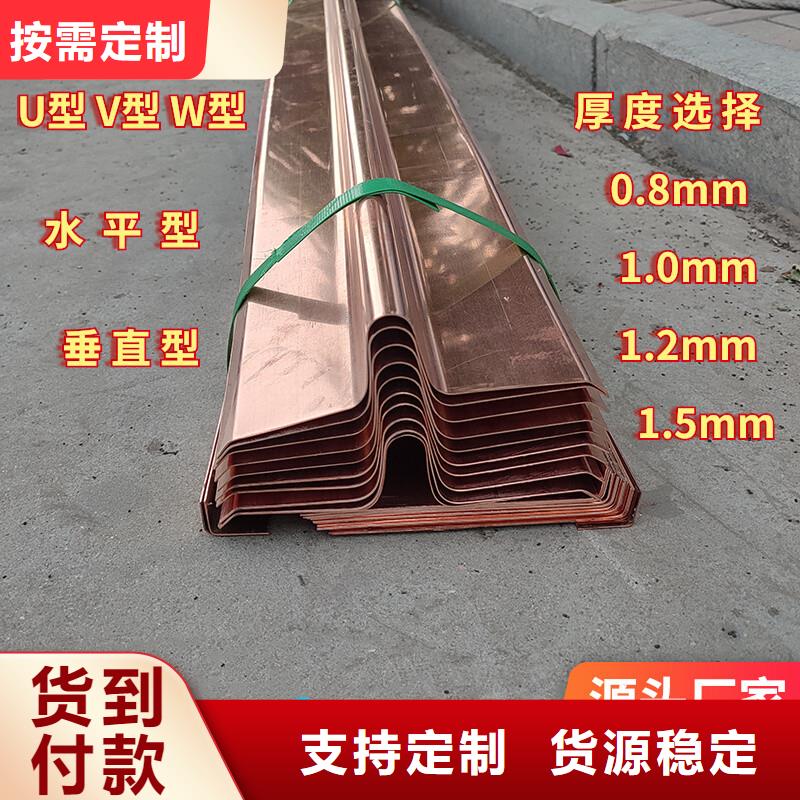
紫铜止水嘉兴止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,
